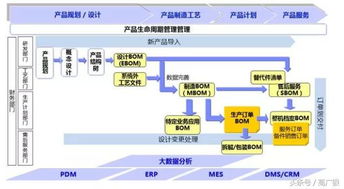
在工业4.0与智能制造浪潮下,智能工厂已成为企业转型升级的核心方向。而物料清单(Bill of Materials, BOM)系统作为贯穿产品全生命周期的关键数据基础,正如同人体的血液一般,为整个企业管理体系输送着至关重要的信息流,维系着企业运营的有序与高效。
BOM系统不仅是产品设计与制造的桥梁,更是企业资源计划(ERP)、制造执行系统(MES)、供应链管理(SCM)等系统集成的数据枢纽。它详细记录了产品从原材料、零部件到最终成品的所有组成与结构关系,确保设计、采购、生产、仓储等环节信息一致,避免数据孤岛与流程脱节。
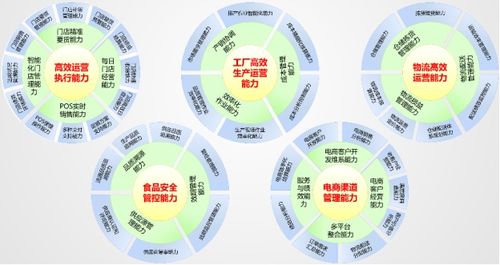
对于企业管理而言,BOM系统的价值体现在多个层面。它提升了生产计划的精准性。通过实时、准确的BOM数据,企业能够快速响应市场需求变化,优化物料需求计划(MRP),减少库存积压与缺料风险。BOM系统强化了成本控制能力。从设计阶段开始,企业即可通过BOM进行成本模拟与优化,识别高成本环节并采取改进措施,实现降本增效。
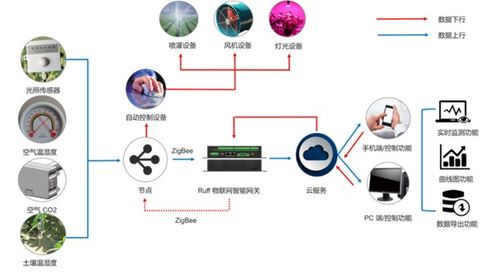
在智能工厂环境中,BOM系统进一步与物联网(IoT)、人工智能(AI)等技术融合,实现了动态化与智能化管理。例如,通过传感器实时采集生产数据,BOM系统可以自动更新物料状态、监控工艺合规性,并在出现异常时触发预警。基于历史BOM数据与机器学习算法,企业还能够预测物料需求、优化产品配置,推动个性化定制与柔性制造。
BOM系统的成功实施也面临挑战。企业需确保BOM数据的准确性、一致性与完整性,并建立跨部门协同机制,避免因设计变更、版本迭代导致的信息滞后。随着产品复杂度提升与全球化供应链扩展,BOM系统还需支持多地点、多语言、多标准的数据管理,以适应分布式制造模式。
BOM系统将继续向云端化、平台化方向发展,结合数字孪生技术,构建虚拟与物理世界无缝连接的产品数据生态。企业唯有将BOM系统视为核心战略资产,持续优化其架构与功能,才能在全球竞争中保持敏捷性与竞争力。
BOM系统不仅是智能工厂的“血液”,更是企业管理的“神经系统”。它通过高效、透明的数据流动,驱动企业实现数字化、智能化转型,最终在复杂多变的市场环境中立于不败之地。